|
| |
精密鑄造最大利益在於可節省大量機械加工成本及替代無法機械加工者,而精密鑄造的工程技術運用隨產品需求不同而異。為獲得此種俱多彈性生產技術的最大利益,使用者宜在圖上標出重點: |
| |
 |
所有重要外觀、尺寸及表面處理之需求 |
|
加工部位及加工量 |
|
加工夾持基準 |
|
工件撿查規範 |
|
工件最終加工成品的處理狀況 |
|
| |
以下為一般精密鑄造規格指引,若有特殊規格要求時,須於詢價時表明。 |
| 一、表面狀況 |
| |
相當 RMS125 或 32S。
|
| 二、澆口部份: |
| |
澆口之設計考慮整個有利因素,雖然通常澆口設計在最厚斷面,除非特殊原因才有例外。澆口留存高度一般在0.02"( 約 0.50mm) 以內。若需要更佳平面度,詢價時應特別指示。
|
| 三、尺寸公差: |
| |
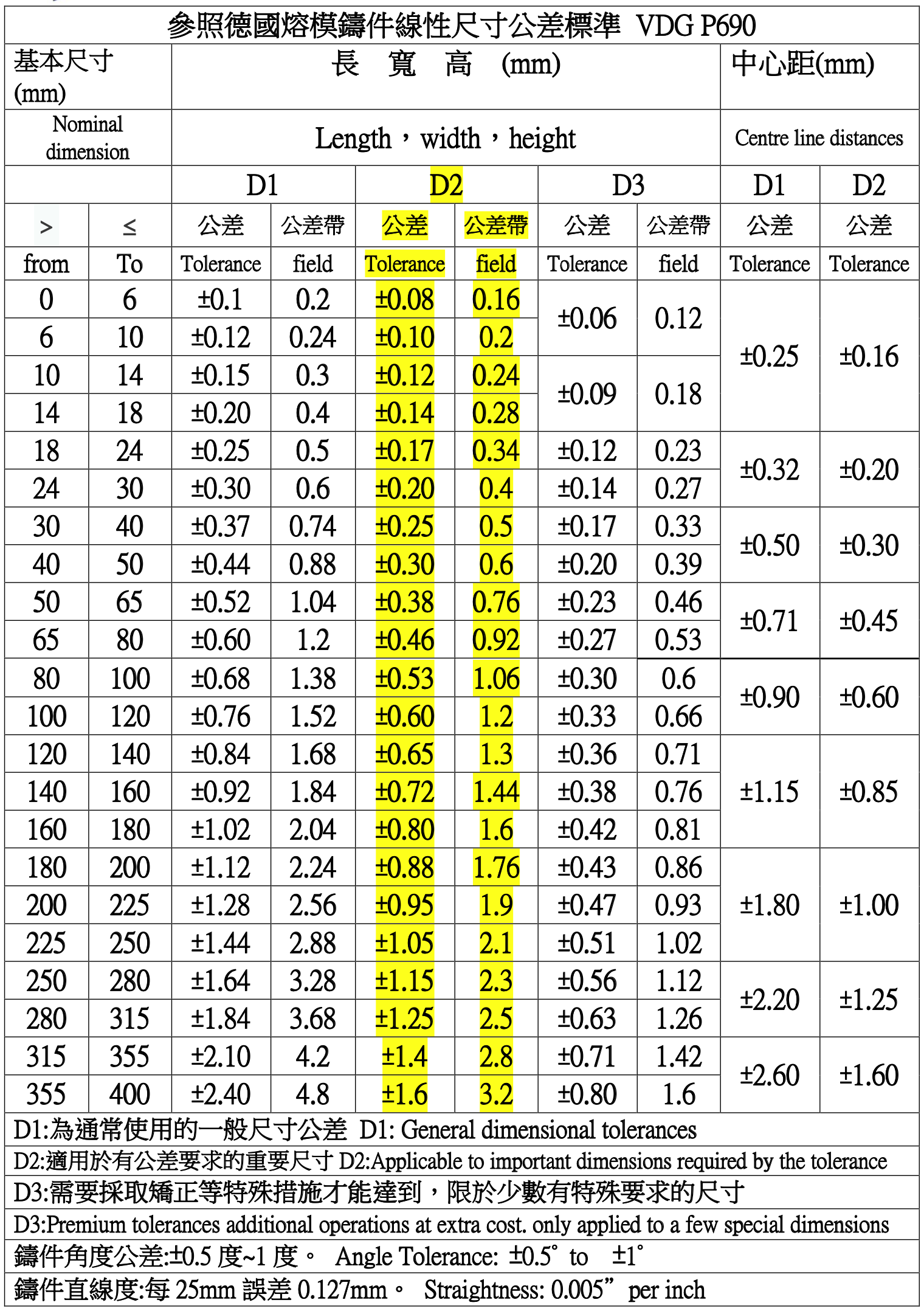
|
| 四、平直度 |
| |
| 鑄件可依靠絞直方式或整型方式達到更精準尺寸要求。以下為一般公差: |
| 公制 (mm) |
英制 (吋) |
公制 (mm) |
英制 (吋) |
| 小於 50 ±0.25 |
小於2.0"± 0.010" |
100~150 ± 0.50 |
4.0"~6.0"±0.020" |
| 50~100 ±0.38 |
2.0"~4.0"±0.015" |
150~2000±0.75 |
6.0"~8.0"±0.030" |
|
|
| 五、角度公差 : |
| |
通常± 1°,勿小於 1/2°。
|
| 六、內外 R 角 : |
| |
內R角愈大愈好,可增加鑄件機械性能及較佳的熔解流動性。但太大的外 R 角要求,會增加模具的製作成本。因此,除非必要,建議不要指定外 R 角超過 R1.5mm而內 R 角規格,若規範在 R1.5mm max,±0.40mm,一般狀況下,即可達到上述良好的鑄造結果。
|
| 七、鋁合金脫臘鑄造適合於: |
| |
|
少量多樣產品 |
|
材質使用範圍較寛,幾乎規格表上的材質均能鑄造 |
|
5頭6頭7頭的材質經脫臘鑄造後之鑄件可陽極及陰極處理 |
|
機械性能較壓鑄,重鑄好 |
|
模具費用較壓鑄,重鑄便宜 |
|
| 八、勤旺產能: |
| |
15噸~20噸/月鋁合金鑄件最輕3g最重10kg,最薄0.8mm最大工件尺寸600*600*450mm
|
| 九、一般產品開發時間 |
| |
| 模具 |
2~4週 |
| 樣品 |
模具完成1~2週 |
| 第一批試量產 |
樣品確認後3~5週 |
| 正常交貨 |
訂單確認5~8週(加工及表面處理需4~6週不等) |
| 特急交貨期 |
最少3週(依批量而定) |
|